OGISON 加工工程
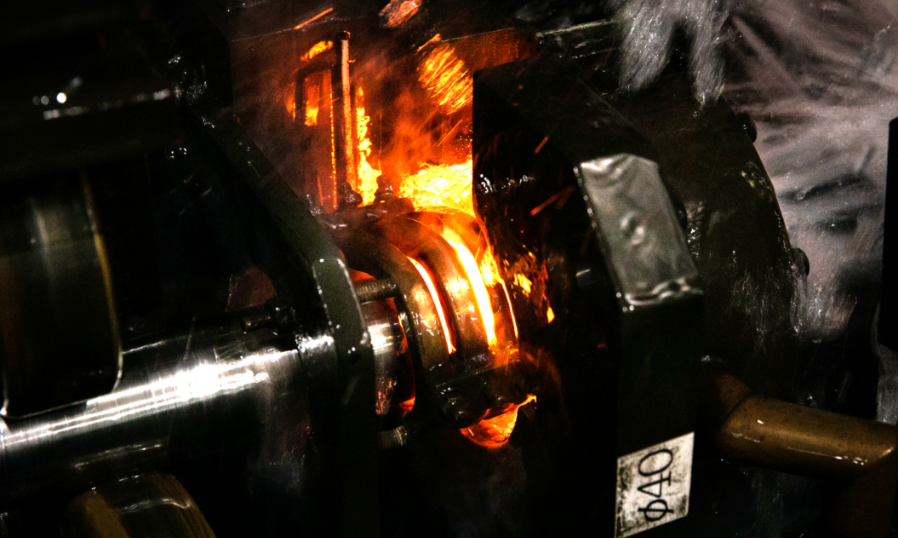
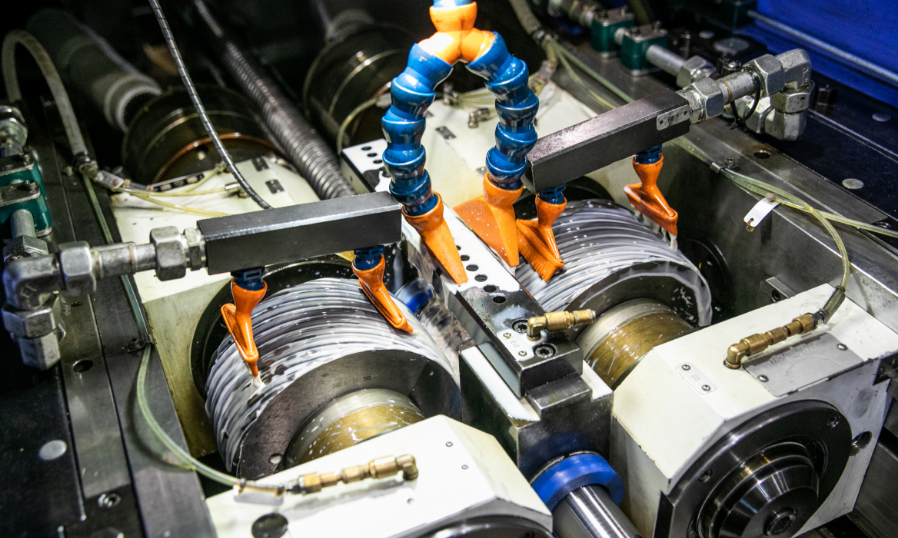
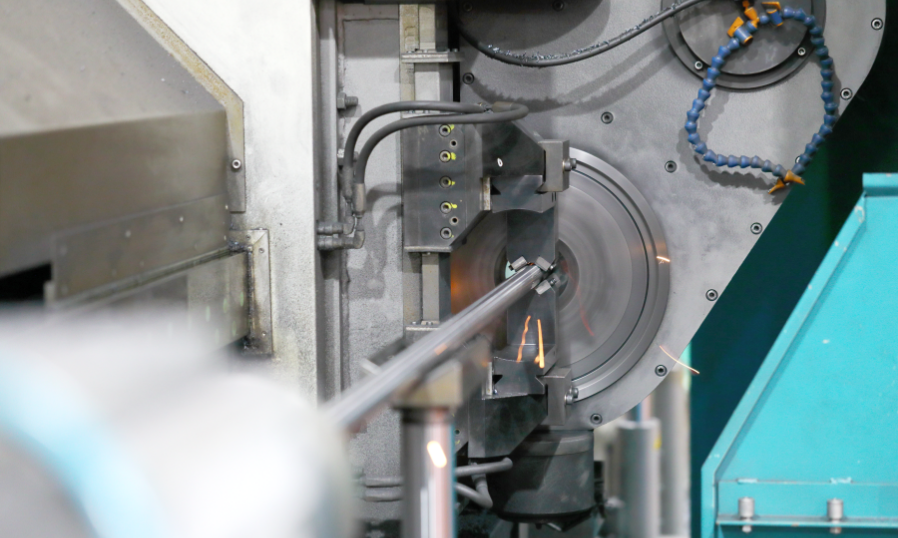
高周波電流による誘導加熱という原理を利用した焼入れ方法で、みがき棒鋼の表面を加熱し、急速に冷却することで表面を硬化させる加工です。焼入れ後、誘導加熱による焼戻しを行っています。
| 設備台数 | 7台 |
|---|---|
| 生産能力 | 500トン/月 |
| 特徴 | 表面硬度が高く、耐摩耗性に優れています。 内部は元の素材硬さのため、高い靭性を保てます。 硬化層深さの調整や、部分的な焼入れも可能です。 |
関連する製品

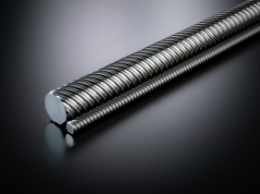
塑性加工の一つで、棒状の加工素材を回転させながら、転造ダイスと呼ばれる工具により成形する加工方法です。 小木曽工業では、研削みがき棒鋼を素材とした、転造ボールねじを量産しています。
| 設備台数 | 4台 |
|---|---|
| 生産能力 | 10,000本/月(3M換算) |
| 特徴 | スルーフィードによる加工により、 長尺品の量産加工に対応します。 ダイスによる成型加工のため、再現性が高い加工が可能です。 |
関連する製品
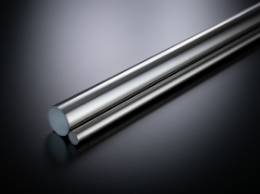
電気エネルギーによって溶液中の金属イオンを還元し、材料に被膜をする加工方法です。無水クロム酸を主成分とした溶液を使用し材料に高硬度の金属クロム層を生成します。小木曽工業では材料通過型のめっき装置を使用するため、長尺のめっきシャフトの生産することができます。この装置は完全クローズドループとなっているため、有害なめっき液成分の流出がありません。
| 設備台数 | 2台 |
|---|---|
| 生産能力 | 250トン/月(関工場) |
| 特徴 | 被膜硬度HV850以上と非常に硬く、耐摩耗性・耐食性に優れています。 |

関連する製品
中実材の中心に深い止まり穴や貫通穴をあける加工で、パイプ材と比較してリードタイムの短縮が図れます。
ガンドリル
| 対応サイズ | 外径φ12-φ63mm、内径φ4-φ32mm、長さ200-3200mm |
|---|
BTA(Boring &Trepanning Association)
| 対応サイズ | 外径φ50-φ65mm、内径φ25-φ50mm、長さ500-1000mm |
|---|
関連する製品
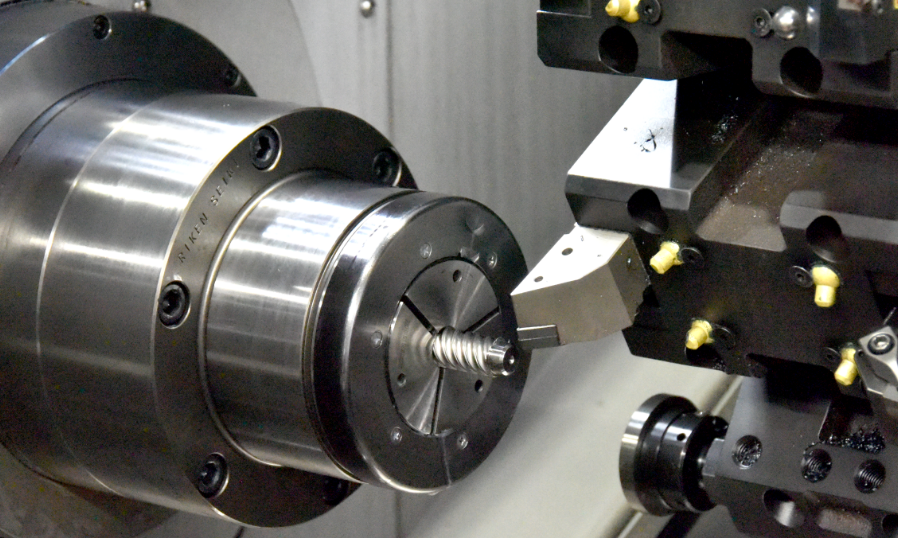
ワーリングリングと呼ばれる、リング状の治具に複数枚のチップを取り付け、高速回転させ、フライス加工の様に断続切削でねじ形状を加工します。特に、焼入れ材にはCBNをロウ付けしたチップを使用したハードワーリング加工もでき、後からの熱処理の影響を受けない精度良い加工ができます。
| 設備台数 | 1台 |
|---|---|
| 特徴 | 転造ボールねじと比較し、 高精度のボールねじが加工できます。 また、ダイスが不要なため、試作や、少量多品種の加工に適しています。 |
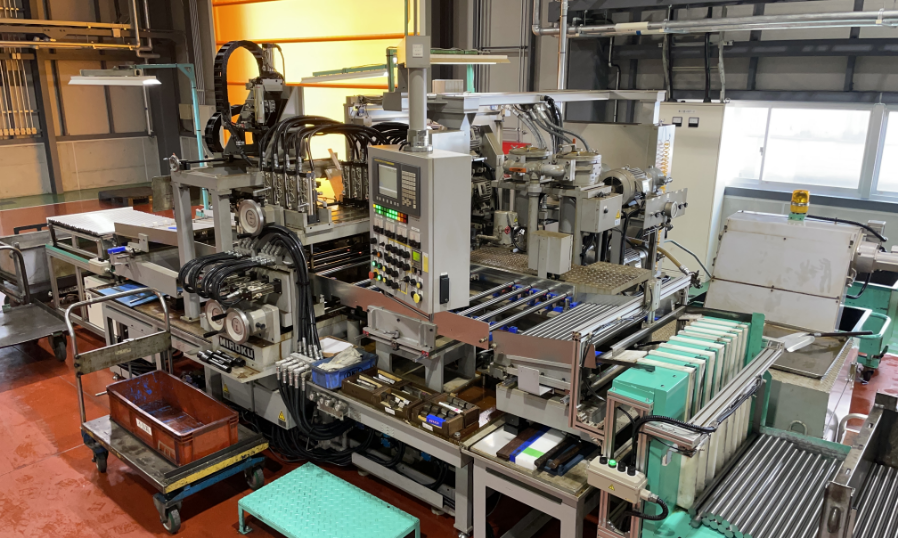
みがき棒鋼や転造ボールねじ、めっきシャフトの軸端部に対しての機械加工にも対応しております。ロボットを使用した完全自動製造ラインなど、量産に特化した加工ラインを多く保有しております。詳しくはお問い合わせください。
| 設備台数 | NC旋盤 29台 マシニングセンター 9台 |
|---|